








磨损过程及磨损方程
- 作者:管理员
- 发布于:2016-01-11
磨损过程及磨损方程
|
阶段 |
范围 |
特点 |
磨损方程 |
|
初期磨损阶段(第Ⅰ阶段) |
O1到A,对应的时间是 |
时间很短,磨损速度很快。 |
|
|
正常磨损阶段(第Ⅱ阶段) |
A点到B点,对应的时间是 |
磨损进入正常期,磨损速度缓慢,情况稳定,磨损量随时间均匀的增加,二者成为线性关系,曲线中的AB段是一条斜直线。 |
|
|
急剧磨损阶段(第Ⅲ阶段) |
B点以后的阶段 |
磨损速度加快,磨损量急剧上升,造成机器设备的精度、技术性能和生产效率明显下降。 |
没有第三阶段的磨损方程。 |
S=S0+t·tgα
tgα,直线斜率叫磨损强度(单位时间磨损的厚度),磨损强度越大,材料耐磨性越差。
简化磨损方程:S=S0+t·tgα
由于第Ⅰ阶段时间很短,如忽略,得到了简化磨损方程。
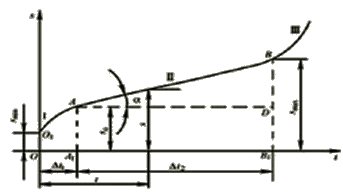
图1 典型磨损曲线
【提示】由设备磨损规律的分析可知:
1.如果设备使用合理,加强维护,可以延长设备正常使用阶段的期限,保证加工质量并提高经济效益。
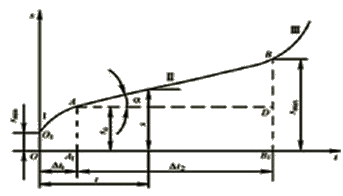
图2 典型磨损曲线
【提示】由设备磨损规律的分析可知:
2.对设备应该进行定期检查。为了避免使设备遭到破坏,在进入第三阶段之前就进行修理,不是等到发生急剧磨损后才修理。
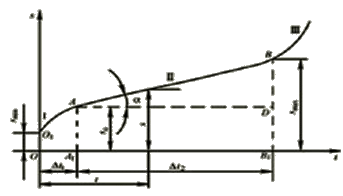
图3典型磨损曲线

【提示】由设备磨损规律的分析可知:
3.机器设备在第Ⅱ阶段的磨损与时间或加工零件的数量成正比,因此设备的磨损可通过试验或统计分析方法,计算出正常条件下的磨损率和使用期限。
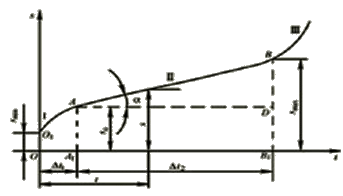
图4 典型磨损曲线





